
服务热线:
0573-83169913

联系人:盛经理
手机:13505733791
电话:0573-83169913
传真:83163568/83169913
地址:浙江省嘉兴市南湖区余新镇开发区
官网:www.jxzdjs.cn

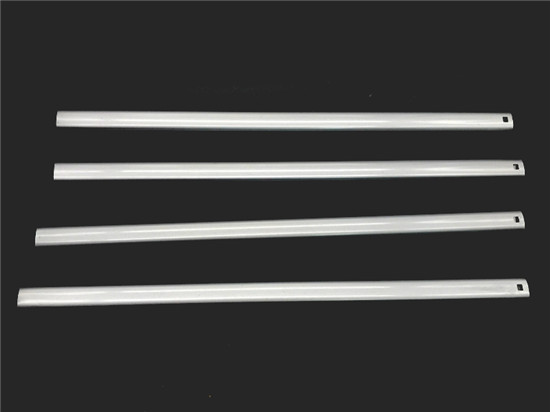
随着国内不锈钢市场的需求急速成长,旅行箱拉杆价格越来越多的不锈钢管被应用到各个行业当中,因其低廉的价格和性能大受好评。不锈钢焊管,因为表面处理的不同又分为带焊缝焊管、抛光焊管,今天焊管生产厂家主要介绍不锈钢焊管抛光后的优劣势。1大部分不锈钢管以奥氏体不锈钢作为原材料(例如201、202、304、316L等),奥氏体型是无磁或弱磁。而抛光焊管经由抛光处理之后造成化学成分波动,使奥氏体不锈钢含有磁性。2定制旅行箱拉杆抛光焊管经由人工抛光处理会使原材料壁厚变薄,尤其是焊缝处。焊缝处壁厚越薄,承压才能越小。3因为价格相对便宜,薄壁不锈钢管大量应用在装修装饰、电子电器、食品卫生等方面。

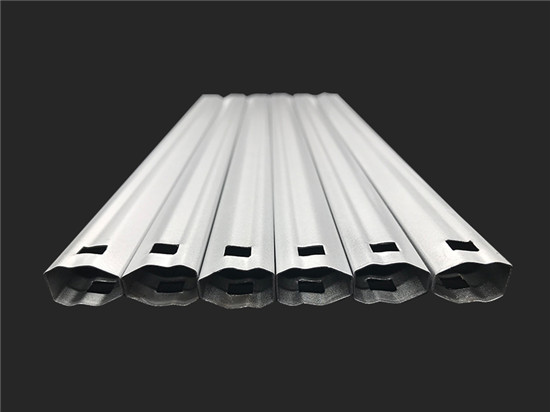
焊管生产厂家方管的用途包括建筑,机械制造,钢结构和其他项目,造船,太阳能支持,钢结构工程,电力工程,发电厂,农业和化学机械,玻璃幕墙,汽车底盘,机场,锅炉建筑,公路栏杆,房屋建筑,压力容器,储油罐,桥梁,电站设备,起重运输机械及其他高负荷焊接结构件等。定制旅行箱拉杆焊接的无缝钢管首先在焊缝处清除油,油漆,水,铁锈等,然后根据壁厚打开凹槽,将较大的开口较大,将较小的开口较小(角向磨光机),然后匹配的产品间隙通常是焊条或焊丝直径的1-1.5倍。如果您的凹槽意外打开,可以将其保持较小。点焊至少要三点,一般尽量四点。旅行箱拉杆价格焊接无缝钢管时,应焊接一半。起点优选地在底点之上大约一厘米,以使得从相反侧看接头是良好的。如果钢管的壁很厚,则应将其分层,至少两层,并且第二层只能在第一层焊接后才能焊接。
工艺过程是指在生产过程中改变生产对象的形状、尺寸、相对位置和性能等,使其成为半成品或成品的过程。机械产品的工艺过程又可分为铸造、锻造、沖压、焊接、铆接、机械加工、热处理、电镀、涂装、装配等工艺过程。天津旅行箱拉杆工艺过程是生产过程中的主要组成部分,工艺过程根据其作用不同可分为零件机械加工过程和部件或成品装配工艺过程机械加工工艺过程是利用切削加工、磨削加工、线切割、电火花、电解质加工、超声波加工、电子束及离子束加工等加工方法,定制旅行箱拉杆直接改变毛坯的形状、尺寸、相对位置和性质等,使其转变为合格零件的过程。把零件装配成部件或成品并达到装配要求的过程称为装配工艺过程。机械加工工艺过程直接决定零件和产品的质量,对产品的成本和生产周期都有较大的影响,是机械产品整个工艺过程的主要组成部分。机械加工工艺过程的组成机械加工工艺过程一般由一个或若干个工序组成,而工序又可分为安装、工位、工步和走刀等,它们按一定顺序排列,逐步改变毛坯的形状、尺寸和材料的性能,使之成为合格的零件。
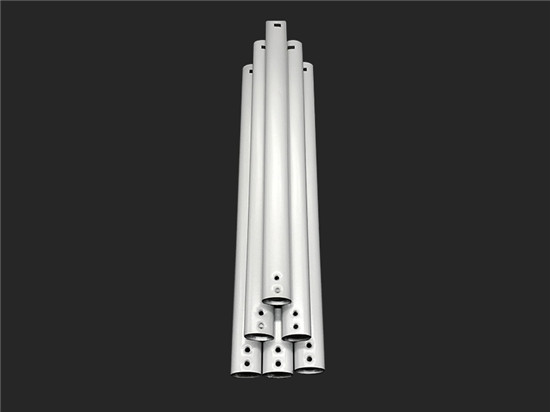
低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。定制旅行箱拉杆是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。旅行箱拉杆价格习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。
大口径焊接钢管制造商生产的螺旋钢管将带钢送至焊接管单元,定制旅行箱拉杆经多辊轧制后,将带钢逐渐卷起,形成带间隙的圆管坯。调整压紧辊的压下量,使焊缝间隙控制在1〜3mm,并使焊缝两端齐平。如果间隙太大,则邻近效应减小,涡流不足,并且焊接晶间结合不良,导致未熔合或破裂。如果间隙太小,则邻近效应增加,焊接热太大,焊缝烧毁。或将焊缝挤出并轧制形成深坑,这会影响焊缝的表面质量。旅行箱拉杆价格将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,普通金属颗粒形成相互渗透和结晶,形成牢固的焊接。

焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接钢管采用的坯料是钢板或带钢。天津旅行箱拉杆丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者盐酸的环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,焊接钢管厂家只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。定制旅行箱拉杆质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。







