
服务热线:
0573-83169913

联系人:盛经理
手机:13505733791
电话:0573-83169913
传真:83163568/83169913
地址:浙江省嘉兴市南湖区余新镇开发区
官网:www.jxzdjs.cn

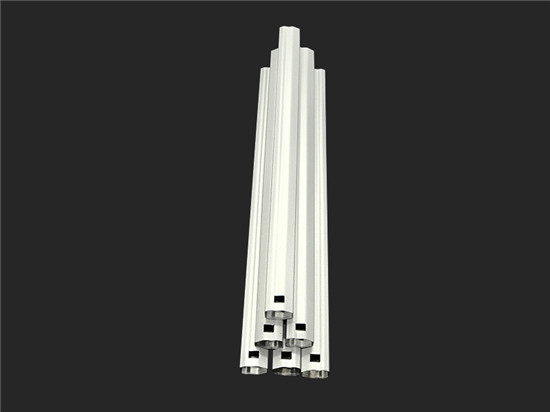
直缝埋弧焊管(LSAW)一般是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序形成焊管。主要设备有铣边机、预弯机、成型机、预焊机、扩径机等。同时直缝埋弧焊管的成型型方式有UO(UOE)、RB(RBE)、JCO(JCOE)等多种。将钢板在成型模内先压成U形,再压成O形,然后进行内外埋弧焊,耳朵管厂家焊后通常在端部或全长范围扩径(Expanding)称为UOE焊管,不扩径的称为UO焊管。将钢板辊压弯曲成型(RollBending),然后进行内外埋弧焊,扬州耳朵管焊后扩径为RBE焊管或不扩径为RB焊管。将钢板按J型-C型-O型的顺序成型,焊后进行扩径为JCOE焊管或不扩径为JCO焊管。
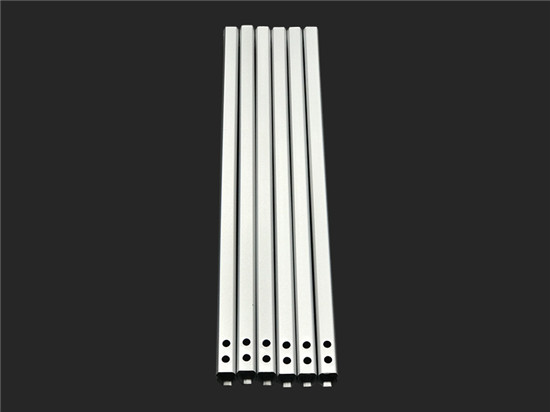
按焊缝形状分类可分为直缝焊管和螺旋焊管。1.扬州耳朵管直缝焊管焊接钢管厂家生产工艺简单,定制耳朵管生产效率高,成本低,发展较快。2.螺旋焊管强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。

因为在保障工具箱拉杆品质的条件下,定制耳朵管不断加强自我创新能力,从市场上或者生活中吸收新的设计理念,以及好的创意思维,再将这些好东西融入拉杆研发和生产制作中,有一定的设计水平,能够让拉杆的档次获得一种升华,能让拉杆更亲近客户,实用性更强,也能让工具箱拉杆更具竞争力。扬州耳朵管工具箱拉杆的定制除了品质以外,个性化设计便是它的另一个核心,需要格外注重。

把钢管外径和壁厚之比大于20的钢管称为薄壁钢管。扬州耳朵管薄壁钢管薄壁钢管均是经冷拔而成。其中碳素钢、低合金钢、合金钢薄壁管适用于一般结构、机械结构件;耳朵管厂家薄壁流体钢管用于输送一般流体;不锈钢薄壁管用于化工、石油、轻工、食品、机械仪表等工业耐热容器、输送管道及机械结构件。结构用无缝钢管:GB8162-20082、输送流体用地缝钢管:GB8163-20083、锅炉用无缝钢管:GB3087-20084、锅炉用高压无缝管:GB5310-2008(ST45.8-Ⅲ型)5、化肥设备用高压无缝钢管:GB6479-19996、地质钻探用无缝钢管:YB235-707、石油钻探用无缝钢管:YB528-658、石油裂化用无缝钢管:GB9948-889、

这是一个客户比较关注的话题,我们就先简单讲解一下,耳朵管厂家保证拉杆优良品质有两大前提,一是要进行拉杆的品质检测;二是要看拉杆厂家的生产实力。对拉杆配件可以通过手把、按制、卡扣、管材、上下架、连接件等配件进行检测,扬州耳朵管剔除有杂质、有瑕疵的不良配件,做好基层工作;还有就是对成品进行跑步测试、盐雾测试、震荡测试等,保证拉杆品质的优良性。
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接钢管采用的坯料是钢板或带钢。扬州耳朵管丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者盐酸的环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,焊接钢管厂家只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。定制耳朵管质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。







