
服务热线:
0573-83169913

联系人:盛经理
手机:13505733791
电话:0573-83169913
传真:83163568/83169913
地址:浙江省嘉兴市南湖区余新镇开发区
官网:www.jxzdjs.cn
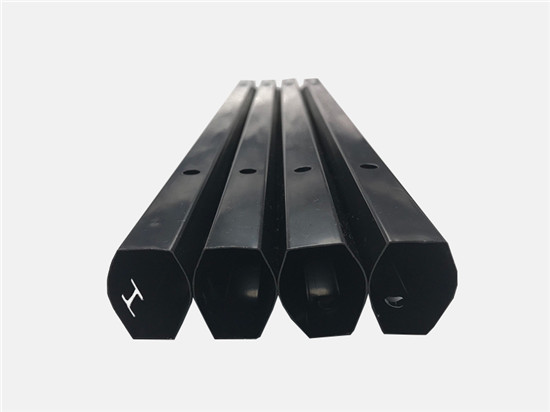
●螺旋钢管原材料即带钢卷、焊丝、焊剂。●双面包管价格成型前带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。●采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径、错边量和焊缝间隙都得到严格的控制。●定制双面包管切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。

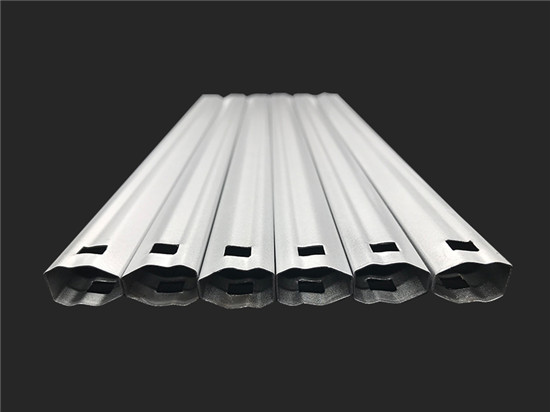
一般较常见的薄壁钢管穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,定制双面包管圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。双面包管价格钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
直缝焊接钢管在成型全过程中形变匀称,残余应力小,表面无刮痕。双面包管价格生产加工后的螺旋钢管在直经和壁厚的规格和规格型号范畴上具备很大的协调能力,尤其生产制造高端厚壁管,特别是在是中小型直经厚壁管时,定制双面包管具备别的技术性不可相较的优点,能够满足客户需求对螺旋钢管规格型号的大量规定。

电弧焊。电极用作一极。钢是另一极。一种融合焊接方法,使用通过产生的电弧热的焊接电流进行焊接。 闪光对焊。嘉兴双面包管两种钢以对接形式放置。电阻热用于熔化对接接头的金属。产生了强大的胜利飞溅。通过快速施加锻造力来完成压力焊接方法。 电渣压力焊。焊接钢管厂家两种钢材以垂直对接的形式放置,焊接电流用于穿过两个钢材端面之间的间隙。电弧工艺和炉渣工艺形成在助焊剂层下方。定制双面包管产生电弧热和电阻热。将钢熔化,并采用压焊方法。 埋弧压焊。两种钢材以T型接头的形式放置,并且通过焊接电流以在焊剂层下方产生电弧。形成熔池。在压力下完成的压力焊接方法。







