
服务热线:
0573-83169913

联系人:盛经理
手机:13505733791
电话:0573-83169913
传真:83163568/83169913
地址:浙江省嘉兴市南湖区余新镇开发区
官网:www.jxzdjs.cn
焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,焊接钢管采用的坯料是钢板或带钢。深圳葫芦管丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者盐酸的环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,焊接钢管厂家只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。定制葫芦管质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。

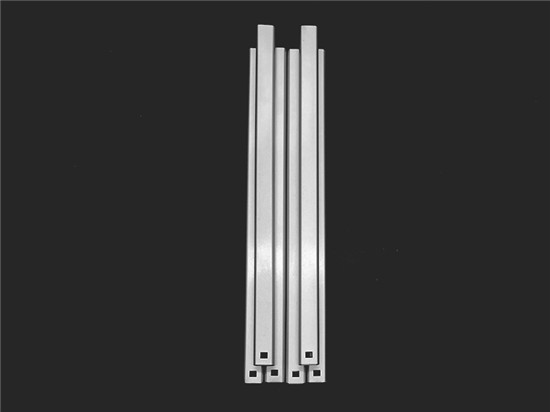
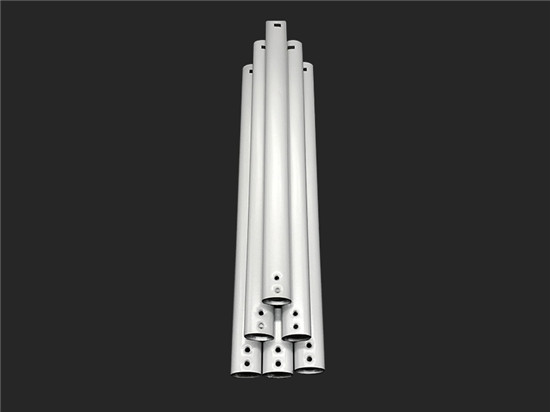
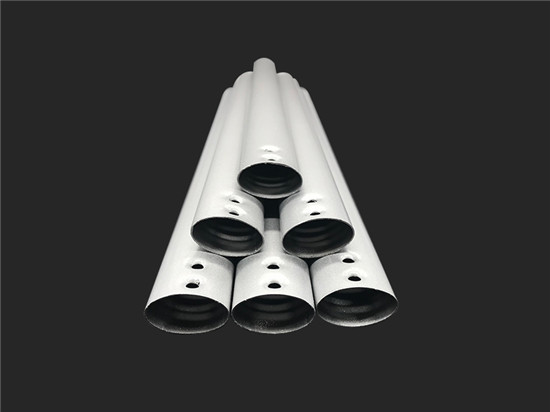
拉杆箱的拉杆工作原理如下:实际是一个箱子,葫芦管厂家在一角有贯通箱子的风道,两端有活门,和外边可以看到的两端的活门是一样的,目的是单向过风,定制葫芦管角上风道有管子拉杆里边有活塞,来回拉动,拉时,一侧先通过外活门把风吸入箱内,同时另一侧外活门闭合里边活门打开空气进入风道,从管子出去。两端来回变换。拉杆箱指具有拉杆和滚轮的行李箱。因其使用方便,携带衣物等成为旅行,出门而受到广泛使用。同时,拉杆箱也因箱子置一拉杆,有单管拉杆及双管拉杆之分,拉杆的管亦有方管和圆管之分,以方便行走时拖着,大大减轻负担

大口径焊接钢管制造商生产的螺旋钢管将带钢送至焊接管单元,定制葫芦管经多辊轧制后,将带钢逐渐卷起,形成带间隙的圆管坯。调整压紧辊的压下量,使焊缝间隙控制在1〜3mm,并使焊缝两端齐平。如果间隙太大,则邻近效应减小,涡流不足,并且焊接晶间结合不良,导致未熔合或破裂。如果间隙太小,则邻近效应增加,焊接热太大,焊缝烧毁。或将焊缝挤出并轧制形成深坑,这会影响焊缝的表面质量。葫芦管厂家将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,普通金属颗粒形成相互渗透和结晶,形成牢固的焊接。
焊接是在局部加热两块金属,葫芦管厂家以使接头快速熔化或半熔化,从而使它们牢固连接。焊接是各种类型的钢材,钢板,定制葫芦管钢筋和其他钢材的主要连接方法。在建设项目的钢结构中,焊接结构占90%以上。在钢筋混凝土结构中,大量的钢筋接头,钢筋网,钢筋框架,嵌入式铁零件以及钢筋混凝土预制构件的安装均被焊接。 钢的焊接性能是指一定的焊接工艺条件。在焊缝和过热区(热影响区)不存在开裂和硬脆的趋势。焊接后钢的机械性能。特别是强度不低于原始钢(母材)的强度。

工艺过程是指在生产过程中改变生产对象的形状、尺寸、相对位置和性能等,使其成为半成品或成品的过程。机械产品的工艺过程又可分为铸造、锻造、沖压、焊接、铆接、机械加工、热处理、电镀、涂装、装配等工艺过程。深圳葫芦管工艺过程是生产过程中的主要组成部分,工艺过程根据其作用不同可分为零件机械加工过程和部件或成品装配工艺过程机械加工工艺过程是利用切削加工、磨削加工、线切割、电火花、电解质加工、超声波加工、电子束及离子束加工等加工方法,定制葫芦管直接改变毛坯的形状、尺寸、相对位置和性质等,使其转变为合格零件的过程。把零件装配成部件或成品并达到装配要求的过程称为装配工艺过程。机械加工工艺过程直接决定零件和产品的质量,对产品的成本和生产周期都有较大的影响,是机械产品整个工艺过程的主要组成部分。机械加工工艺过程的组成机械加工工艺过程一般由一个或若干个工序组成,而工序又可分为安装、工位、工步和走刀等,它们按一定顺序排列,逐步改变毛坯的形状、尺寸和材料的性能,使之成为合格的零件。
1.直焊钢管是一种与钢管纵向研究平行的钢管,葫芦管厂家在公制焊接过程中可分为钢管、焊接材料薄壁钢管和变压器冷却管。2.螺旋埋弧焊钢管是以热轧带钢为管坯,常在温度下形成的螺旋焊管,采用双面埋弧焊进行压力流体输送,钢管承载能力强,可焊性好,经过各种严格的科学技术试验,使用可靠,主要用于石油天然气管道输送。3.定制葫芦管高压流体输送用螺旋缝高频焊接钢管是一种带螺旋焊缝的高频焊接钢管,热轧带钢常用作高频搭接管坯,强承重钢、塑料促进焊接工艺,经过各种严格、科学的检验和试验,使用可靠,主要用于油气管道的铺设。4.低压输送用螺旋埋弧焊钢管是以热轧带钢为坯料,螺旋埋弧焊钢管为室温螺旋低压输送钢管,热轧钢带为管坯,用于水、气、蒸汽等一般低压流体输送。







