
服务热线:
0573-83169913

联系人:盛经理
手机:13505733791
电话:0573-83169913
传真:83163568/83169913
地址:浙江省嘉兴市南湖区余新镇开发区
官网:www.jxzdjs.cn

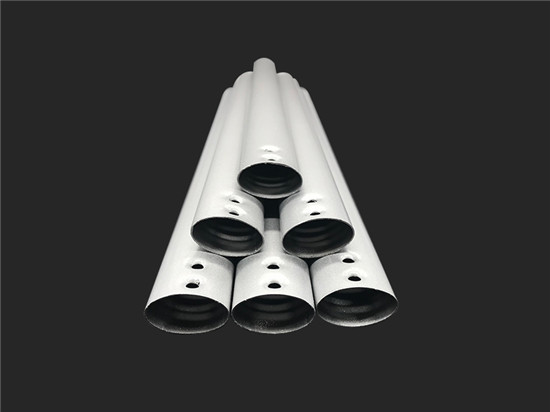
一般认为,壁厚/管径等于2mm是不锈钢厚壁管和薄壁钢管的分水岭,壁厚/管径小于2mm的是薄壁钢管,大于的是厚壁钢管,在用途上来说,椭方管厂家薄壁钢管多用于管道上。而不锈钢厚壁管多应用于空心零件的坏料。承压以及重要管道上使用。304厚壁管是一种通用性的不锈钢材料,防锈性能比200系列的不锈钢材料要强。沈阳椭方管耐高温方面也比较好,一般使用温度极限小于700℃。具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304不锈钢厚壁管有很强的抗腐蚀性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力。

焊接接头包括焊缝、焊接热影响区、母材,沈阳椭方管焊接接头的综合性能体现了焊接质量的好坏,因此在制订焊接工艺时要充分考虑整个焊接接头的质量。椭方管厂家焊接过程中,高温电弧热使得周围空气与金属剧烈反应,形成金属物等杂质,焊缝中氧含量和氮含量远远超过标准要求,焊缝强度和韧性极低。另外,金属元素由于高温电弧热的作用,与空气反应后,使得焊缝中需要的成分减少。螺旋钢管厂家为保证焊缝中合理的合金成分和减少杂质,必须对金属进行保护,所以各种方法在焊接时都有一定形式的保护措施。
直缝埋弧焊管(LSAW)一般是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序形成焊管。主要设备有铣边机、预弯机、成型机、预焊机、扩径机等。同时直缝埋弧焊管的成型型方式有UO(UOE)、RB(RBE)、JCO(JCOE)等多种。将钢板在成型模内先压成U形,再压成O形,然后进行内外埋弧焊,椭方管厂家焊后通常在端部或全长范围扩径(Expanding)称为UOE焊管,不扩径的称为UO焊管。将钢板辊压弯曲成型(RollBending),然后进行内外埋弧焊,沈阳椭方管焊后扩径为RBE焊管或不扩径为RB焊管。将钢板按J型-C型-O型的顺序成型,焊后进行扩径为JCOE焊管或不扩径为JCO焊管。

无缝钢管分热轧和冷轧(拨)无缝钢管两类。热轧无缝钢管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。定制椭方管冷轧(拨)无缝钢管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,椭方管厂家冷轧无缝钢管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度高。

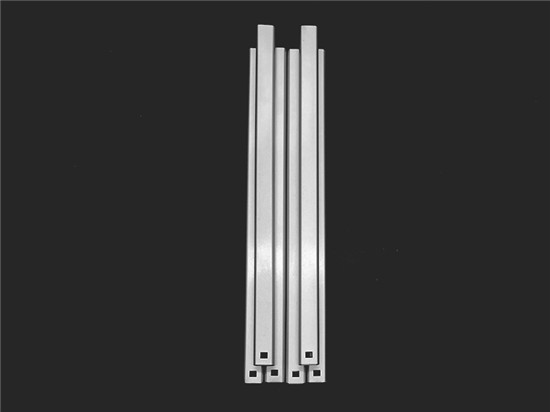
如今,拉杆的普遍性在大家眼里应该不足为奇,因为随着大家的生活质量的上升,文娱活动也是常年增加,就连音箱也会置备一套拉杆,大家都知道音箱遍足于各个大小舞台,还有街景广场,所以在定制拉杆时也需要考虑它的场景使用。椭方管厂家在能使用的范围内,拉杆还要尽量的与音箱颜色质感相匹配,还有要注意减少振动这个是物理现象,当然也能在某种程度上减少晃动,定制椭方管比如运用弹性脚轮以及要固定好拉杆和音箱,并且注意晃动的幅度大小。
常用的焊接钢管根据其生产时采用的焊接工艺不同分为以下三种。①椭方管厂家连续炉焊(锻焊)钢管:其特点是生产效率高,生产成本低,但焊接接头冶金结合不完全,焊缝质量差,综合机械性能差。②焊管生产厂家电阻焊钢管:其特点是生产效率高,自动化程度高,焊接时不需要焊条和焊药,对母材损伤小,焊后的变形和残余应力也较小。但它的生产设备较复杂,设备投资高,对焊接接头的表面质量要求也比较高。电弧焊钢管:定制椭方管它的特点是焊接接头达到完全的冶金结合,接头的机械性能能够完全达到或接近母材的机械性能。根据焊缝形状的不同,电弧焊钢管又可分为直缝管和螺旋焊缝管两种;根据焊接时采取的保护方法不同,电弧焊钢管又可分为埋弧焊钢管和熔化极气体保护焊钢管两种。







