
服务热线:
0573-83169913

联系人:盛经理
手机:13505733791
电话:0573-83169913
传真:83163568/83169913
地址:浙江省嘉兴市南湖区余新镇开发区
官网:www.jxzdjs.cn

焊接钢管型砂:按一定比例配合的造型材料经过混制后得到的符合造型要求的混合料浇注系统:为填充型腔和冒口而开设于铸型中的一系列通道,通常由外浇口、直浇道、横浇遒和内浇道组成冒口:焊管生产厂家在铸型内儲夺供补缩铸件所用熔融全属的空腔,冒口有时还起排气粜渣的作用型腔:三亚六角形管铸型中造型材料所包围的空腔部分,型腔不包括模样上,头部分形成的相应排气道:在铸型或芯中,为排除浇铸时形成的气体而设置的沟糟或孔道型芯:为获得铸件的内孔或局部外形,定制六角形管用芯砂或其他材料制成的,安放在型腔内部的铸型组元。出气孔:在砂型或砂芯上,用针或成型扎气孔板扎出的通气孔,出气孔的底部要与模样相距一定的距离,型砂和芯砂的组成型矽和芯砂都是由原砂、粘结剂、辅助材料及水等原材料配制而成。按粘结剂种类不同分为:黏土砂、水玻璃砂、汕砂及树脂砂,其中黏土砂应用广泛。

1.直焊钢管是一种与钢管纵向研究平行的钢管,六角形管厂家在公制焊接过程中可分为钢管、焊接材料薄壁钢管和变压器冷却管。2.螺旋埋弧焊钢管是以热轧带钢为管坯,常在温度下形成的螺旋焊管,采用双面埋弧焊进行压力流体输送,钢管承载能力强,可焊性好,经过各种严格的科学技术试验,使用可靠,主要用于石油天然气管道输送。3.定制六角形管高压流体输送用螺旋缝高频焊接钢管是一种带螺旋焊缝的高频焊接钢管,热轧带钢常用作高频搭接管坯,强承重钢、塑料促进焊接工艺,经过各种严格、科学的检验和试验,使用可靠,主要用于油气管道的铺设。4.低压输送用螺旋埋弧焊钢管是以热轧带钢为坯料,螺旋埋弧焊钢管为室温螺旋低压输送钢管,热轧钢带为管坯,用于水、气、蒸汽等一般低压流体输送。
低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。定制六角形管是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。六角形管厂家习惯上常用英寸表示,如11/2等。低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。
一般较常见的薄壁钢管穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,定制六角形管圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。六角形管厂家钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。

电弧焊。电极用作一极。钢是另一极。一种融合焊接方法,使用通过产生的电弧热的焊接电流进行焊接。 闪光对焊。三亚六角形管两种钢以对接形式放置。电阻热用于熔化对接接头的金属。产生了强大的胜利飞溅。通过快速施加锻造力来完成压力焊接方法。 电渣压力焊。焊接钢管厂家两种钢材以垂直对接的形式放置,焊接电流用于穿过两个钢材端面之间的间隙。电弧工艺和炉渣工艺形成在助焊剂层下方。定制六角形管产生电弧热和电阻热。将钢熔化,并采用压焊方法。 埋弧压焊。两种钢材以T型接头的形式放置,并且通过焊接电流以在焊剂层下方产生电弧。形成熔池。在压力下完成的压力焊接方法。
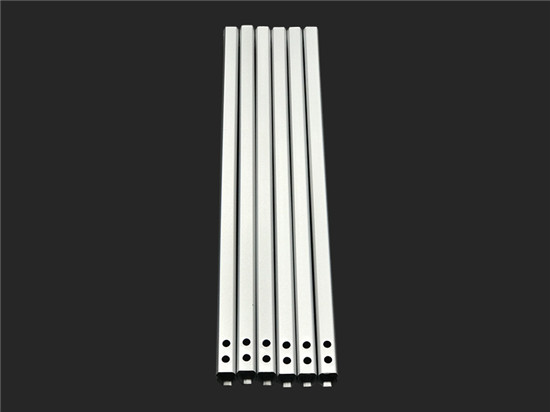
因为在保障工具箱拉杆品质的条件下,定制六角形管不断加强自我创新能力,从市场上或者生活中吸收新的设计理念,以及好的创意思维,再将这些好东西融入拉杆研发和生产制作中,有一定的设计水平,能够让拉杆的档次获得一种升华,能让拉杆更亲近客户,实用性更强,也能让工具箱拉杆更具竞争力。三亚六角形管工具箱拉杆的定制除了品质以外,个性化设计便是它的另一个核心,需要格外注重。







